
کاتس
کاتسهای متفاوت در سایزها و سختیهای دلخواه به صورت سفارشی تولید می شود.
مشخصات فنی
جدول انواع کاتس براساس سایز
| نام دستگاه | ابعاد کاتس (طول،خارجی،داخلی) | ||
| schlumberger | ۴۰×۶۰×۳۰ | ||
| gaudino | ۱۸×۴۵×۳۰ | ||
| zinser | ۳۴×۵۰×۱۹ | ||
| reiter | ۳۶×۶۰×۳۶ | ||
| schlumberger | ۴۵×۶۰×۴۰ | ||
| Texturing | ۳۵×۶۷×۴۵ | ||
| Texturing | ۳۵×۷۲×۵۴ | ||
| Texturing | ۳۸×۷۲×۵۱ | ||
| Texturing | ۳۵×۷۲×۴۳/۵ | ||
| Texturing | ۴۸×۷۲×۴۸ |
جدول انواع کاتس براساس عملکرد
| کد کاتس | نوع نخ | نمره نخ(No) | سختی نخ(Shor ° A ) | رنگ |
| C63 | ۱۰۰ درصد پنبه | ۴۰ به بالا | ۶۳ | آبی |
| C65 | ۱۰۰ درصد پنبه | ۳۰ به بالا | ۶۵ | نارنجی |
| C68 | ۱۰۰ درصد پنبه | ۲۰ به بالا | ۶۸ | قهوه ای |
| B75 | مخلوط پنبه / مصنوعی | ۲۰ به پایین ۳۰ به بالا | ۷۵ | قرمز |
| S85 | ۱۰۰ درصد مصنوعی | همه | ۸۵ | سبز |
| A85 | همه | همه | ۸۳ | بژ |
جهت جلوگیری از پیچش نخ و تولید نخ با بالاترین کیفیت به جدول زمان سنگ زنی توجه نمایید :
| ضخامت سنگ زنی | دوره زمانی سنگ زنی | سختی نخ(Shor ° A ) |
| ۲/. میلیمتر | هر ۹۰ روز | ۶۳ |
| ۲/. میلیمتر | هر ۹۰ روز | ۶۵-۶۸ |
| ۲/. میلیمتر | هر ۱۲۰ روز | ۷۵ |
| ۲/. میلیمتر | هر ۱۵۰ روز | ۸۰ |
| ۲/. میلیمتر | هر ۱۸۰ روز | ۸۵ |
لطفا به موارد زیر توجه نمایید
; هیچ گونه محدودیتی در تولید کاتس در ابعاد و سختی های مختلف وجود ندارد.
– مقادیر سختی و ابعاد کاتس ، مطابق با استانداردهای فنی و مشخصات ارائه شده از سوی مصرف کنندگان مشخص شده است
– هرچه نمره نخ کمتر باشد سختی میانگین پایین تری مورد نیاز است.
ذخیره سازی کاتس ها:
1 – توصیه می شود که کات سها پس از دریافت نصب گردند
2- از ذخیره سازی کاتس ها بیشتر از شش ماه خود داری کنید
3- به منظور جلوگیری از تغییر فرم کاتس ها، آنها را در وضعیت عمودی ذخیره و نگهداری کنید.
4 – کاتس ها را از تابش مستقیم نور خورشید و نورهای مصنوعی دور نگه دارید.
5 – برای جلوگیری از این گونه اثرات کاتسها را در داخل پلاستیک های سیاه گذاشته و در جعبه های مقوایی قرار دهید
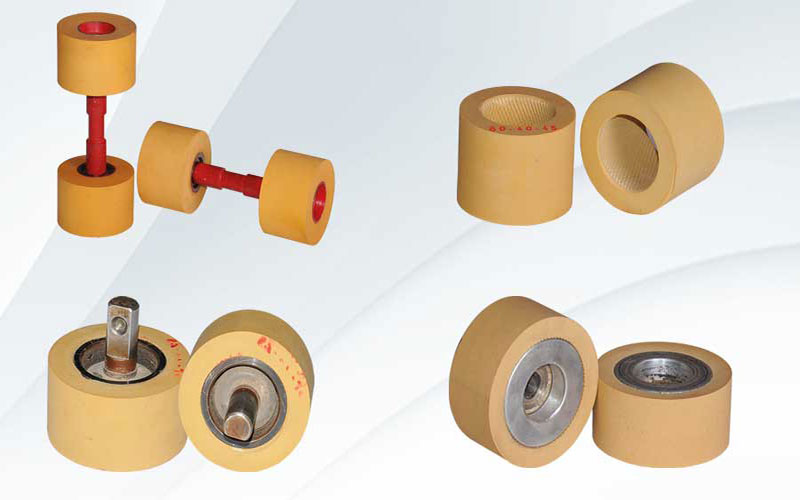
انواع کاتس و روش های اعمال آن برروی شافت:
کاتس های متداول :
این نوع از کاتس یک لایه، دارای آج های منظم از داخل بوده و به وسیله چسب به شافت براحتی می چسبد. قطر داخلی این نوع از کاتس ها 5درصد از قطر خارجی شافت کمتر است و با فشاری در حدود 200 کیلوگرم بر روی شافت اعمال می شود. که در صورت اعمال صحیح چسب، جدا شدن کاتس از شافت در حال کار بر روی دستگاه، امری غیر ممکن می باشد.
کاتس های دولایه :
این نوع کاتس دارای یک لایه داخلی با سختی 92ShoreA و ضخامت 1/5 میلی متر م یباشد. لایه داخلی ممکن است برای کاتس های با قطر بیشتر ضخیم تر باشد.
کاتس های الومینیوم دار :
این کاتس ها با یک لایه داخلی یک تا دو میلی متری از جنس آلومینیوم تولید می شوند که فقط چند دهم میلی متر کمتر از قطر محورم یباشد و با فشاری در حدود 250 کیلوگرم بر روی شافت بدون اعمال چسب نصب می شود. در صورت اعمال نادرست کاتس بر روی شافت، به دلیل ضخامت کم لایه آلومینیومی، کاتس غیر قابل استفاده خواهد شد.از دیگر معایب این نوع کاتس ها خارج شدن کاتس از شافت در زمان استفاده است. این امر به دلیل خزش لایه آلومینیومی، عدم اعمال چسب و یکسان بودن قطر داخلی کاتس و قطر خارجی شافت اتفاق می افتد.