الیاف خروجی از ماشین کارد تاحدودی آرایشیافته هستند ولی این فیتیله همچنان شامل الیاف کوتاهی حاوی ناخالصی است و ساختمان این فیتیله باز است. به همین علت در صورتیکه این فیتیله بلافاصله بعد از ماشین کارد به ماشین شانه تغذیه شود، علاوه بر اینکه مقدار زیادی از مواد اولیه به عنوان نویل خارج میشود، میزان توقف دستگاه نیز بالا میرود.
در این مرحله هدف کاهش فاصلهی بین الیاف و قطر فیتیله از طریق موازی کردن الیاف است و به طور کلی ماشین گیل باکس سه عمل، کشیدن (موازی شدن الیاف و باز کردن امواج)، نازک کردن و چندلاکردن (یکنواختی) را برعهده دارد.
لازم به ذکر است که، در ریسندگی فاستونی پس از آن که پشم جهت جداسازی چربی، مواد زائد و …. مورد شست و شو قرار گرفت و سپس خشک شد، تحت یکی از دو فرایند آماده کردن و کارد کردن قرار میگیرد (عامل اصلی تعیین کننده در انتخاب نوع فرایند، طول الیاف است). در واقع، فیتیله از دو یا سه مرحله گیل باکس قبل از عمل شانه عبور داده میشود و همچنین بعد از شانهزنی نیز از چند مرحله گیل باکس عبور میکند).
زمانیکه طول الیاف حدود 180 میلیمتر و یا بیشتر از آن باشد، از فرایند آماده کردن، توسط عملیاتی به نام گیل استفاده میشود و در صورتیکه طول الیاف کوتاهتر از حد ذکر شده باشد، از فرایند کارد استفاده میشود. در بخشهای بعدی این عملیات و ماشین گیل به تفصیل توضیح داده شده است.
عملیات گیل
یکی از فرایندهایی که برای تولید نخ در ریسندگی فاستونی استفاده میشود، عملیات گیل است، که این عملیات توسط دستگاه گیل باکس انجام میشود.
ماشین گیل باکس
ماشین گیل باکس، نوعی ماشین کشش است که در فرایند ریسندگی فاستونی مورد استفاده قرار میگیرد و حرکت الیاف به وسیلهی گیرههای ثابت و حرکت میلهها کنترل میشود. اساسا ماشینهای گیل باکس دارای دو جفت غلتک شیاردار فلزی هستند که در فاصلهای بزرگتر از طول بلندترین لیف تنظیم شدهاند و در این فاصله یکسری شانههای فلزی تخت قرار دارد.
فرایند ماشین گیل باکس
شانه زدن الیاف بین غلتک تغذیه و شانههای تخت: الیاف پشم توسط غلتکهای فلزی به سمت جلو هدایت میشود و شانهها به ترتیب از پشت بالا میآیند و در الیاف نفوذ میکنند و پس از آن شانهها از غلتکهای تغذیه (با سرعت بیشتر) دور میشوند و شانه زدن و موازی نموندن الیاف ادامه پیدا میکند.
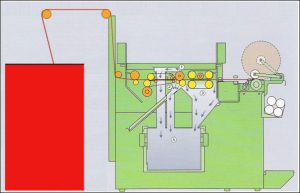
کشیده شدن الیاف توسط غلتکهای تولید از بین سوزنهای شانه: زمانیکه الیاف به انتها رسیدند توسط غلتکهای تولید گرفته میشوند و این عمل به شانهزنی بیشتر کمک میکند. در همین حال شانهها به ترتیب به پایین میروند و به سمت غلتکهای تغذیه باز میگردند. پس از آن عملیات مجدد ادامه پیدا میکند. در شکل 1-1، این دستگاه نشان داده شده است. ویژگی بارز این ماشینها، امکان تغذیه همزمان، تعدادی فیتیله به صورت بوبین، بستههای استوانهای شکل و یا مانند ماشین چندلاکنی است.
تفاوت این ماشینها با ماشینهای چندلاکنی در میدان گیلی (ناحیه کششدهنده: حدفاصل غلتکهای تغذیه وجلویی) است، که در این ماشینها ایجاد میشود (میدان گیل، کنترل کننده الیاف شناور و کوتاه).

اهداف ماشین گیل باکس
اهداف این ماشین همانند دستگاه چندلاکنی (چندلاکنی و کشش) است.
- موازی و مستقیم قرار گرفتن الیاف توسط عملیات کشش
- بهبود کیفیت محصول تولیدشده (کاهش نایکنواختی)
- جداسازی ذرات ریز همراه الیاف (به علت وجود اصطکاک میان الیاف و الیاف-فلز)
- افزودن روغن، جهت ایجاد نرمی و خاصیت آنتیاستاتیک و جلوگیری از ایجاد الکتریسیته ساکن و شکسته شدن الیاف
انواع ماشینهای گیل باکس
ماشینهای گیل باکس بر اساس نوع و تعدا میدان گیل به دستههای زیر تقسیم میشود.
گیلهای دارای شانه تخت
در این نوع ماشین گیل، جهت کنترل الیاف کوتاه و شناور از شانههای تخت استفاده میشود. که این ماشین باتوجه به تعداد میدان گیل به دو دسته زیر تقسیم میشود.
گیل باز (Open Gill box)
در ماشینهای گیل ساده، نحوه حرکت شانهها به صورت مارپیچی است و شانهها با استفاده از بادامک ضربه زن وارد و خارج میشوند. از معایب این دستگاه میتوان به محدودیت تغذیه اشاره کرد، زیرا که فقط از مت پایین سوزن داریم. شکل 1-2، نمایی از ماشین گیل ساده را نشان میدهد.

گیل باکس متقاطع (Intersecting Gill box)
از معایب این نوع دستگاه میتوان به محدودیت سرعت، به جهت استفاده از مارپیچ و سر و صدای زیاد به علت بادامک ضربه زن اشاره کرد. به عنوان یکی از راهکار ها جهت غلبه بر این معایب، گیل باکسهای مدور معرفی گردید. شکل 1-3، نمایی از ماشین گیل متقاطع را نشان میدهد.

گیل باکس زنجیری (Chain Gill box)
در این نوع ماشین به جهت اینکه، شانهها حرکت خود را از زنجیر دریافت میکنند، سرعت تولید به حدود 600 متر بر دقیقه میرسد. مزایای این روش حذف بادامک ضربه زن و کاهش سر و صدا و سرعت بیشتر است. شکل 1-4و1-5، به ترتیب نمایی و نمونهای از ماشین گیل زنجیری را نشان میدهد.


گیل باکسهای مدور
در این نوع ماشینها عمل سوزنزنی توسط غلتکهای سوزنی انجام میشود. در واقع در میدان گیل، دو غلتک خارپشتی وجود دارد که عمل سوزن زنی بر روی الیاف را انجام میدهد. در قسمت فوقانی این غلتکهای خارپشتی، میلههای فشاردهنده دارای سطح صیقلی وجود دارد، که وظیفهی آنها هدایت الیاف به سمت اغلتکهای خارپشتی است. در این حالت سوزنها در فیتیله نفوذ میکند و الیاف را باز میکند.این گیلها دارای یک جفت غلتک خارپشتی و میلههای فشاردهنده و غلتکهایی دارای دیسکهای دندانه ارهای است. از معایب این دستگاه نیز میتوان به علت عدم استفاده از میدان گیل بالایی، قابلیت نفوذ و مستقیم نمودن الیاف نسبت به گیلهای متقاطع کمتر است.
میدان این گیلها از نوع متقاطع است. زیرا که مکانیزم کنترل کننده الیاف کوتاه و شناور به حالت غلتکی است و دو ردیف سوزن (از بالا و پایین)، در الیاف نفوذ میکند.
مزایا و معایب گیلهای مدور نسبت به گیلها با شانههای تخت با میدان گیل متقاطع
قابلیت بازکنندگی بیشتر: زیرا که الیاف از هر دو جهت بالا و پایین تحت عمل سوزن زنی قرار میگیرند.
سرعت بیشتر: به دلیل استفاده از غلتک.
صدمه دیدگی بیشتر الیاف: زیرا که سوزنها در حالت مدور با زاویه در الیاف نفوذ پیدا میکنند.
تراکم سوزنی کمتر: زیرا که زمانیکه از غلتک برای عمل سوزن زنی استفاده میشود، برای جلوگیری از عدم برخورد دو غلتک، نیاز به فاصله ای بین آنها است.